Nhà thÃĐp tiáŧn chášŋ
Hotline: 0913 991299 - Email: admin@trunglam.vn
Chọn Skin Color:









4.2.1. PhÃĒn loᚥi phÆ°ÆĄng phÃĄp hà n
Trong kášŋt cášĨu thÃĐp dÃđng phÆ°ÆĄng phÃĄp hà n chÃnh là hà n háŧ quang Äiáŧn gáŧm: hà n háŧ quang Äiáŧn bášąng tay, hà n háŧ quang Äiáŧn táŧą Äáŧng và náŧa táŧą Äáŧng. Ngoà i ra cÃēn dÃđng hà n hÆĄi khi kháŧi lÆ°áŧĢng hà n nháŧ.
1. HÃ n háŧ quang Äiáŧn bášąng tay
.png)
HÃŽnh 4.2. HÃ n háŧ quang Äiáŧn bášąng tay
1- ThÃĐp cÆĄ bášĢn; 2 â vÅĐng hà n; 3 - ; 4 âháŧ quang ; 5- ngášĨu hà n; 6- kim loᚥi nÃģng chášĢy; 7 âxáŧ Äáš·c ; 8- xáŧ láŧng; 9- Váŧ báŧc thuáŧc hà n; 10- lÃĩi que hà n; 11- tay cᚧm; 12-; 13- nguáŧn Äiáŧn; 14 â khà bášĢo váŧ
a. NguyÊn lÃ―
DÆ°áŧi tÃĄc dáŧĨng cáŧ§a dÃēng Äiáŧn, xuášĨt hiáŧn háŧ quang Äiáŧn giáŧŊa hai cáŧąc là kim loᚥi cᚧn hà n (thÃĐp cÆĄ bášĢn) và que hà n. Hai kim loᚥi láŧng hÃēa lášŦn váŧi nhau, nguáŧi lᚥi tᚥo thà nh ÄÆ°áŧng hà n.
Vášy bášĢn chášĨt cáŧ§a ÄÆ°áŧng hà n là sáŧą liÊn kášŋt giáŧŊa cÃĄc phÃĒn táŧ cáŧ§a cÃĄc kim loᚥi báŧ nÃģng chášĢy. ÄÆ°áŧng hà n cÃģ tháŧ cháŧu láŧąc tÆ°ÆĄng ÄÆ°ÆĄng nhÆ° thÃĐp cÆĄ bášĢn.
b. Que hà n
Que hà n là loᚥi Äiáŧn cáŧąc Äáŧ hà n háŧ quang tay (hà n thÃĐp, hà n gang, hà n nhÃīm...). Trong quÃĄ trÃŽnh hà n que hà n là m nhiáŧm váŧĨ gÃĒy háŧ quang và báŧ sung kim loᚥi cho máŧi hà n.
CášĨu tᚥo que hà n háŧ quang tay cÃģ váŧ báŧc gáŧm 2 phᚧn chÃnh nhÆ° hÃŽnh váš―:
- LÃĩi que hà n: Phᚧn lÃĩi que là nháŧŊng Äoᚥn dÃĒy kim loᚥi cÃģ cÃĄc kÃch thÆ°áŧc cÆĄ bášĢn sau ÄÃĒy:
+ Chiáŧu dà i que hà n L = 250-500 mm;
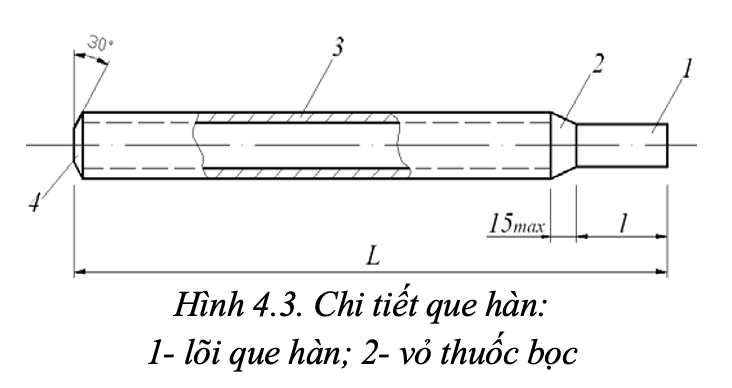
+ ÄÆ°áŧng kÃnh lÃĩi que d = 2,0- 6,0 mm và cáŧĄ cáŧ§a que hà n ÄÆ°áŧĢc gáŧi theo ÄÆ°áŧng kÃnh cáŧ§a lÃĩi que;
+ Máŧt Äᚧu Äáŧ trᚧn khÃīng báŧc thuáŧc dÃđng Äáŧ kášđp kÃŽm hà n dà i táŧŦ 15-30 mm, Äᚧu cÃēn lᚥi ÄÆ°áŧĢc vÊ sᚥch thuáŧc báŧc váŧi gÃģc vÃĄt Îą = 35o-45o và Äáŧ háŧ 1-1,5 mm Äáŧ dáŧ
gÃĒy háŧ quang hà n;
- Phᚧn váŧ báŧc: Thuáŧc báŧc là háŧn háŧĢp cÃĄc hÃģa chášĨt, khoÃĄng chášĨt, fero háŧĢp kim và chášĨt dÃnh kášŋt. Láŧp thuáŧc báŧc dà y 1ïļ1,5mm cÃģ cÃĄc tÃĄc dáŧĨng sau:
+ Khi chÃĄy tᚥo nÊn láŧp xáŧ cÃĄch ly khÃīng khà xung quanh váŧi kim loᚥi láŧng, ngÄn cášĢn oxy và nitÆĄ láŧt và o kim loᚥi là m ÄÆ°áŧng hà n tráŧ nÊn giÃēn;
+ TÄng cÆ°áŧng sáŧą ion hÃģa khÃīng khà xung quanh là m háŧ quang ÄÆ°áŧĢc áŧn Äáŧnh;
+ Trong thuáŧc hà n cÃēn cÃģ báŧt cáŧ§a máŧt sáŧ háŧĢp kim là m tÄng Äáŧ báŧn cáŧ§a ÄÆ°áŧng hà n.
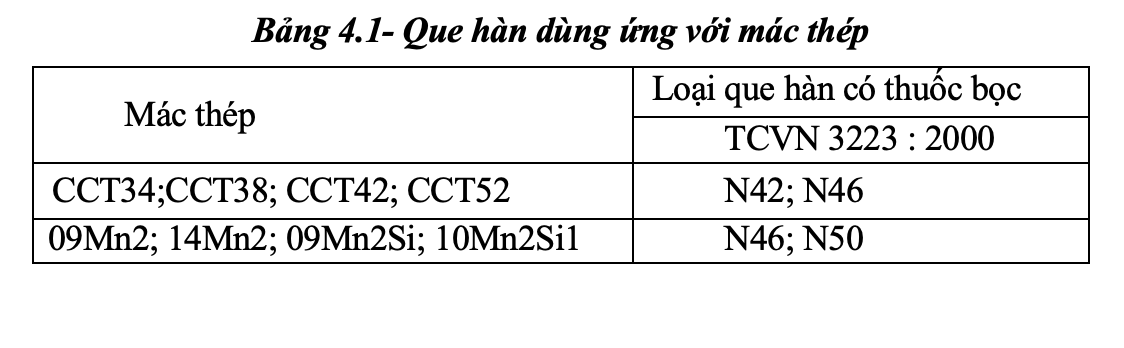
Que hà n ÄÆ°áŧĢc phÃĒn loᚥi theo cÆ°áŧng Äáŧ táŧĐc tháŧi cáŧ§a kim loᚥi cÆ°áŧng hà n (và dáŧĨ que hà n N50 cÃģ fu>50kN/cm2). Que hà n phášĢi cháŧn phÃđ háŧĢp váŧi cÃĄc mÃĄc thÃĐp khÃĄc nhau sao cho Äáŧ báŧn kÃĐo táŧĐc tháŧi cáŧ§a kim loᚥi que hà n láŧn hÆĄn cáŧ§a thÃĐp cÆĄ bášĢn. Äáŧng tháŧi cÃĄc tÃnh chášĨt cÆĄ lÃ― cáŧ§a kim loᚥi que hà n và kim loᚥi thÃĐp cÆĄ bášĢn là tÆ°ÆĄng táŧą nhau Äáŧ giášĢm báŧt kháŧi lÆ°áŧĢng thÃĐp nÃģng chášĢy (giášĢm báŧt áŧĐng suášĨt hà n và biášŋn hÃŽnh hà n). Äáŧi váŧi cÃĄc mÃĄc thÃĐp cacbon và thÃĐp háŧĢp kim thášĨp loᚥi que hà n lášĨy theo [19], tham khášĢo áŧ bášĢng 4.1, hoáš·c theo [31].
2. Hà n háŧ quang Äiáŧn táŧą Äáŧng và náŧa táŧą Äáŧng dÆ°áŧi láŧp thuáŧc hà n
Hà n háŧ quang dÆ°áŧi láŧp thuáŧc bášĢo váŧ cÃēn gáŧi là hà n háŧ quang chÃŽm, tiášŋng Anh viášŋt tášŊt là SAW (Submerged Arc Welding) là quÃĄ trÃŽnh hà n nÃģng chášĢy mà háŧ quang chÃĄy giáŧŊa dÃĒy hà n (Äiáŧn cáŧąc hà n) và vášt hà n dÆ°áŧi máŧt láŧp thuáŧc bášĢo váŧ.
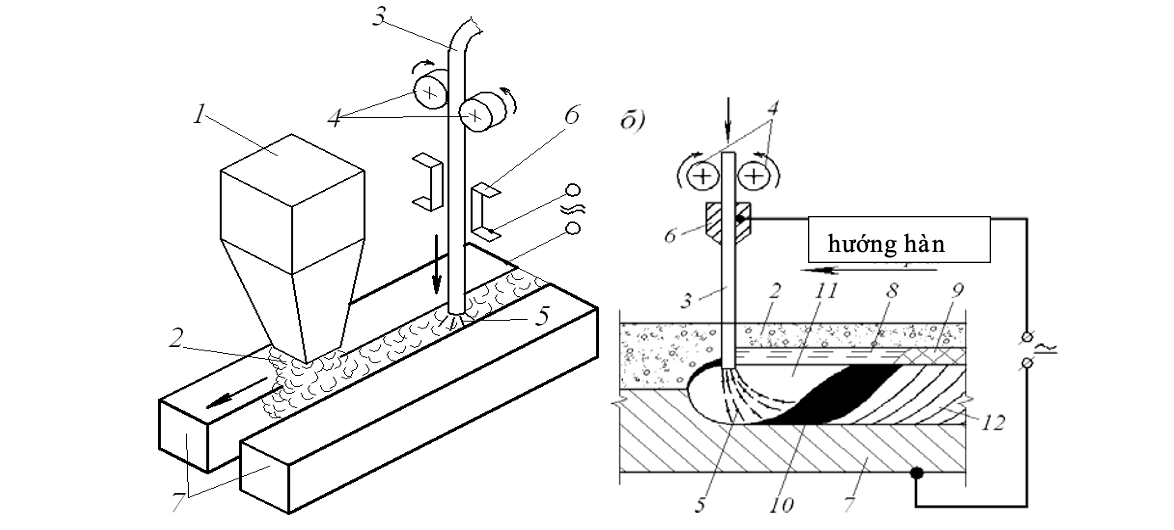
HÃŽnh 4.4. SÆĄ Äáŧ hà n táŧą Äáŧng dÆ°áŧi láŧp thuáŧc
а â SÆĄ Äáŧ; b â QuÃĄ trÃŽnh hà n trong vÃđng háŧ quang;1 â pháŧ
u cháŧĐa thuáŧc hà n; 2 â thuáŧc hà n; 3 â dÃĒy hà n; 4 â con lÄn ÃĄp láŧąc dášŦn hÆ°áŧng; 5 â háŧ quang; 6 â giÃĄ ÄáŧĄ; 7â cášĨu kiáŧn hà n; 8 â xáŧ láŧng; 9 â xáŧ Äáš·c; 10 â vÅĐng hà n; 11 â khoang khà bášĢo váŧ; 12 â máŧi hà n hoà n thiáŧn
TÆ°ÆĄng táŧą hà n háŧ quang tay, dÆ°áŧi tÃĄc dáŧĨng nhiáŧt cáŧ§a háŧ quang, mÃĐp hà n, dÃĒy hà n và máŧt phᚧn thuáŧc hà n sÃĄt háŧ quang báŧ nÃģng chášĢy tᚥo thà nh vÅĐng hà n. DÃĒy hà n ÄÆ°áŧĢc ÄášĐy và o vÅĐng hà n bášąng máŧt cÆĄ cášĨu Äáš·c biáŧt váŧi táŧc Äáŧ phÃđ háŧĢp váŧi táŧc Äáŧ chÃĄy cáŧ§a nÃģ. Theo Äáŧ chuyáŧn dáŧch cáŧ§a nguáŧn nhiáŧt (háŧ quang) mà kim loᚥi vÅĐng hà n sáš― nguáŧi và kášŋt tinh tᚥo thà nh máŧi hà n. TrÊn máš·t vÅĐng hà n và phᚧn máŧi hà n ÄÃīng Äáš·c hÃŽnh thà nh máŧt láŧp xáŧ cÃģ tÃĄc dáŧĨng bášĢo váŧ và giáŧŊ nhiáŧt cho máŧi hà n, sáš― tÃĄch kháŧi máŧi hà n sau khi hà n. Phᚧn thuáŧc hà n chÆ°a báŧ nÃģng chášĢy cÃģ tháŧ sáŧ dáŧĨng lᚥi.
- Äáš·c Äiáŧm hà n háŧ quang dÆ°áŧi láŧp thuáŧc:
+ Nhiáŧt lÆ°áŧĢng háŧ quang rášĨt tášp trung và nhiáŧt Äáŧ rášĨt cao, cho phÃĐp hà n váŧi táŧc Äáŧ láŧn. VÃŽ vášy phÆ°ÆĄng phÃĄp hà n nà y cÃģ tháŧ hà n nháŧŊng chi tiášŋt cÃģ chiáŧu dà y láŧn mà khÃīng cᚧn phášĢi vÃĄt mÃĐp;
+ ChášĨt lÆ°áŧĢng liÊn kášŋt hà n cao do bášĢo váŧ táŧt kim loᚥi máŧi hà n kháŧi tÃĄc dáŧĨng cáŧ§a oxi và nitÆĄ trong khÃīng khà xung quanh. Kim loᚥi máŧi hà n Äáŧng nhášĨt váŧ thà nh phᚧn hÃģa háŧc. Láŧp thuáŧc và xáŧ hà n là m liÊn kášŋt nguáŧi chášm nÊn Ãt báŧ thiÊn tÃch. Máŧi hà n cÃģ hÃŽnh dᚥng táŧt, Äáŧu Äáš·n, Ãt báŧ cÃĄc khuyášŋt tášt nhÆ° khÃīng ngášĨu, ráŧ khÃ, náŧĐt và bášŊn tÃģe;
+ GiášĢm tiÊu hao vášt liáŧu (dÃĒy hà n);
+ Háŧ quang ÄÆ°áŧĢc bao báŧc kÃn báŧi thuáŧc hà n nÊn khÃīng là m hᚥi mášŊt và da cáŧ§a tháŧĢ hà n. LÆ°áŧĢng khÃģi (khà Äáŧc) sinh ra trong quÃĄ trÃŽnh hà n rášĨt Ãt so váŧi hà n háŧ quang tay;
+ Dáŧ
cÆĄ khà hÃģa và táŧą Äáŧng hÃģa quÃĄ trÃŽnh hà n.
- Phᚥm vi áŧĐng dáŧĨng cáŧ§a hà n háŧ quang dÆ°áŧi láŧp thuáŧc:
+ CÃĄc kášŋt cášĨu thÃĐp dᚥng tášĨm váŧ kÃch thÆ°áŧc láŧn, cÃĄc dᚧm thÃĐp cÃģ khášĐu Äáŧ và chiáŧu cao, cÃĄc áŧng thÃĐp cÃģ ÄÆ°áŧng kÃnh láŧn, cÃĄc báŧn, báŧ cháŧĐa, bÃŽnh cháŧu ÃĄp láŧąc v.v...
+ Cháŧ§ yášŋu ÄÆ°áŧĢc áŧĐng dáŧĨng Äáŧ hà n cÃĄc máŧi hà n áŧ váŧ trà hà n bášąng cÃĄc máŧi hà n cÃģ chiáŧu dà i láŧn và cÃģ quáŧđ Äᚥo khÃīng pháŧĐc tᚥp;
+ Hà n ÄÆ°áŧĢc cÃĄc chi tiášŋt cÃģ chiáŧu dà y táŧŦ và i mm cho Äášŋn hà ng trÄm mm.
ÆŊu Äiáŧm:
- Táŧc Äáŧ hà n nhanh (gášĨp 5 / 10 1lᚧn hà n tay)
- RÃĢnh chášĢy sÃĒu nÊn chášĨt lÆ°áŧĢng ÄÆ°áŧng hà n táŧt.
- Kim loᚥi láŧng ÄÆ°áŧĢc pháŧ§ láŧp thuáŧc dà y nÊn nguáŧi dᚧn, tᚥo Äiáŧu kiáŧn cho báŧt khà thoÃĄt ra là m ÄÆ°áŧng hà n Äáš·c
hÆĄn.
- Máš·t khÃĄc háŧ quang chÃĄy chÃŽm dÆ°áŧi láŧp thuáŧc nÊn khÃīng hᚥi sáŧĐc kháŧe tháŧĢ hà n.
NhÆ°áŧĢc Äiáŧm:
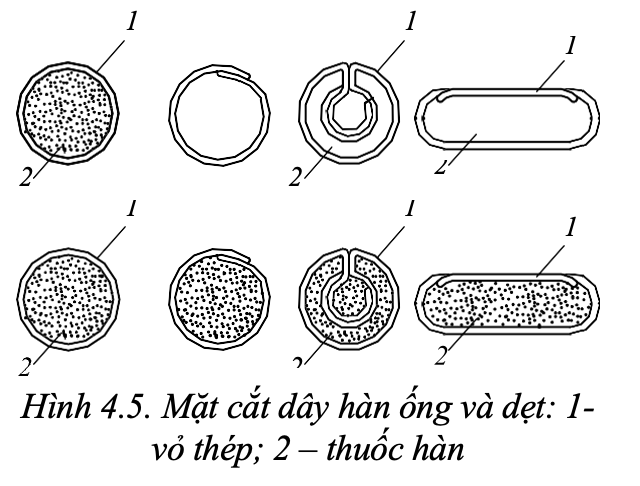
Cháŧ hà n ÄÆ°áŧĢc cÃĄc ÄÆ°áŧng hà n nášąm thášģng hoáš·c trÃēn (áŧ thÃĒn báŧ cháŧĐa), khÃīng dÃđng ÄÆ°áŧĢc cho cÃĄc ÄÆ°áŧng hà n ÄáŧĐng và ngÆ°áŧĢc hoáš·c cÃĄc ÄÆ°áŧng hà n áŧ váŧ trà chášt hášđp, trÊn cao... Trong cÃĄc trÆ°áŧng háŧĢp ÄÃģ dÃđng phÆ°ÆĄng phÃĄp hà n náŧa táŧą Äáŧng: mÃĄy hà n ÄÆ°áŧĢc di chuyáŧn bášąng tay. Hiáŧn nay cÃģ phÆ°ÆĄng phÃĄp hà n náŧa táŧą Äáŧng dÃđng cuáŧn dÃĒy hà n máŧm hÃŽnh áŧng (ÄÆ°áŧng kÃnh âĪ 3 mm) hoáš·c dᚥng dášđt, chiáŧu dᚧy láŧp váŧ kim loᚥi 0,2ïļ0,5mm, bÊn trong nháŧi thuáŧc hà n ÄÆ°áŧĢc sáŧ dáŧĨng ráŧng rÃĢi vÃŽ rášĨt tiáŧn láŧĢi (hÃŽnh 4.5).
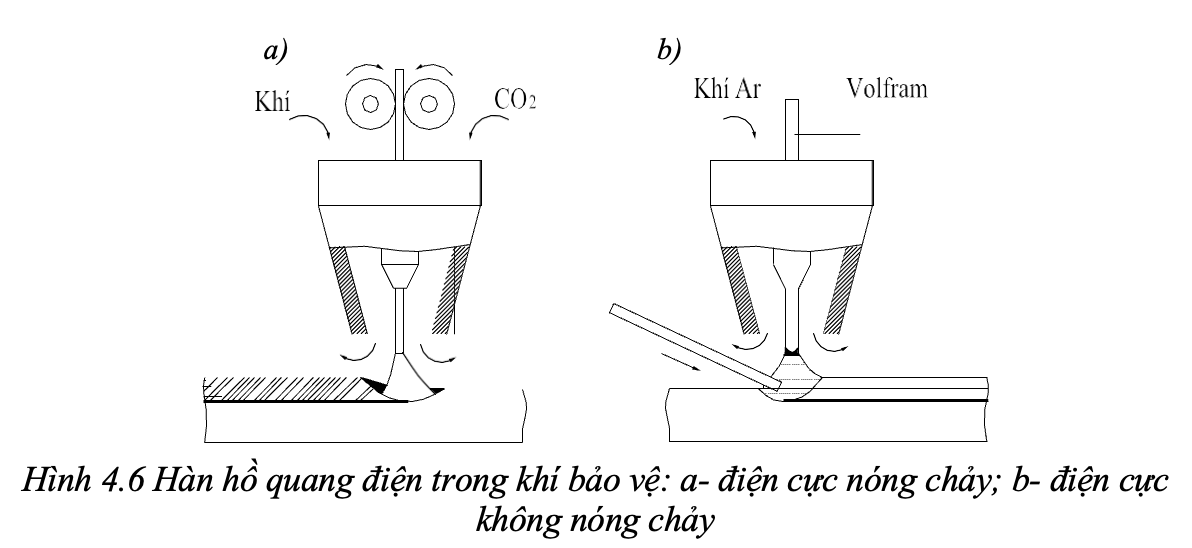
3. Hà n háŧ quang Äiáŧn trong láŧp khà bášĢo váŧ
Hà n háŧ quang bášąng Äiáŧn cáŧąc nÃģng chášĢy trong mÃīi trÆ°áŧng khà bášĢo váŧ (Gas metal arc welding - GMAW) phÃĒn thà nh 2 loᚥi MAG (Metal active gas welding) và MIG (metal inert gas welding) là quÃĄ trÃŽnh hà n nÃģng chášĢy trong ÄÃģ nguáŧn nhiáŧt hà n ÄÆ°áŧĢc cung cášĨp báŧi háŧ quang tᚥo ra giáŧŊa Äiáŧn cáŧąc nÃģng chášĢy (dÃĒy hà n) và vášt hà n: háŧ quang và kim loᚥi nÃģng chášĢy ÄÆ°áŧĢc bášĢo váŧ kháŧi tÃĄc dáŧĨng cáŧ§a oxi và nitÆĄ trong mÃīi trÆ°áŧng xung quanh báŧi máŧt loᚥi khà hoáš·c máŧt háŧn háŧĢp khÃ, cÃĄc loᚥi khà nà khÃīng tÃĄc dáŧĨng váŧi kim loᚥi láŧng trong khi hà n, nhÆ°ng chiášŋm cháŧ và ÄášĐy khÃīng khà ra kháŧi vÃđng hà n Äáŧ hᚥn chášŋ tÃĄc dáŧĨng xášĨu cáŧ§a nÃģ. Äáŧi váŧi MIG là khà trÆĄ Ar, He hoáš·c háŧn háŧĢp Ar + He, cÃēn MAG là khà hoᚥt tÃnh CO2; CO2 + O2; CO2 + Ar, ...
4. HÃ n hÆĄi
Hà n khà Oxy-fuel welding (hay cÃēn gáŧi là hà n hÆĄi, hà n oxy axetylen) là phÆ°ÆĄng phÃĄp hà n sáŧ dáŧĨng nhiáŧt cáŧ§a ngáŧn láŧa sinh ra khi Äáŧt chÃĄy cÃĄc chášĨt khi chÃĄy (C2H2,CH4,C6H6âĶ) hoáš·c H2 váŧi oxy Äáŧ nung chášĢy kim loᚥi.
ThÃīng dáŧĨng nhášĨt là hà n bášąng khà Ãxy âAxetylen vÃŽ nhiáŧt sinh ra do phášĢn áŧĐng chÃĄy cáŧ§a hai khà nà y láŧn và tášp trung, tᚥo thà nh ngáŧn láŧa cÃģ nhiáŧt Äáŧ cao, vÃđng cao nhášĨt táŧi 3200oC là m nÃģng chášĢy kim loᚥi cᚧn hà n và thanh kim loᚥi pháŧĨ (thay que hà n Äáŧ lášĨp Äᚧy rÃĢnh hà n). Khi kim loᚥi láŧng nguáŧi Äi tᚥo thà nh ÄÆ°áŧng hà n (cÃēn ngáŧn láŧa giáŧŊa oxy và cÃĄc chášĨt khà chÃĄy khÃĄc cháŧ cÃģ nhiáŧt Äáŧ táŧŦ 2000-2200oC). Hà n khà ÄÆ°áŧĢc sáŧ dáŧĨng ráŧng rÃĢi vÃŽ thiášŋt báŧ hà n rášŧ tiáŧn, cÃģ tháŧ hà n ÄÆ°áŧĢc nhiáŧu loᚥi kim loᚥi và háŧĢp kim, nÄng suášĨt thášĨp, vášt hà n báŧ nung nÃģng nhiáŧu nÊn dáŧ
cong vÊnh. Ngáŧn láŧa khi hà n cÅĐng cÃģ tháŧ dÃđng Äáŧ cášŊt cÃĄc loᚥi thÃĐp máŧng, cÃĄc kim loᚥi mà u và nhiáŧu vášt liáŧu khÃĄc.
|
|